+1(209) 348-9544
order@myessayservices.com
+1(209) 348-9544
order@myessayservices.com
![]() Are you in High School, College, Masters, Bachelors or Ph.D and need someone to help in your homework? All you need is to ask for research paper help written by a specialist in your academic field. When you buy an essay online from My Essay Services, we offer you an original, nil plagiarized and unique paper written by a dedicated writer who is PhD or Masters qualified. MyEssayServices.com is an experienced service with over 9 years experience having delivered over 83,000 essays over the years.
Are you in High School, College, Masters, Bachelors or Ph.D and need someone to help in your homework? All you need is to ask for research paper help written by a specialist in your academic field. When you buy an essay online from My Essay Services, we offer you an original, nil plagiarized and unique paper written by a dedicated writer who is PhD or Masters qualified. MyEssayServices.com is an experienced service with over 9 years experience having delivered over 83,000 essays over the years.

Introduction
 A surface can be defined as what one touches when holding a piece of object and is determined by the process used in making the object, e.g. a manufactured part. Surface roughness is a term used to refer to the small deviations, finely spaced from the nominal surface. It is a measure of the finer surface irregularities in the texture of a surface characterized by three components; waviness, lay and flaws. Waviness is the largely spaced deviations that occur due to factors such as work deflection, heat treatment and vibration.
A surface can be defined as what one touches when holding a piece of object and is determined by the process used in making the object, e.g. a manufactured part. Surface roughness is a term used to refer to the small deviations, finely spaced from the nominal surface. It is a measure of the finer surface irregularities in the texture of a surface characterized by three components; waviness, lay and flaws. Waviness is the largely spaced deviations that occur due to factors such as work deflection, heat treatment and vibration.
Lay refers to the predominant pattern or direction of the surface texture, determined by the method used to produce the surface. Flaws on the other hand are irregularities on the surface such as scratches, cracks and other surface defects that occur occasionally. The purpose of performing surface roughness is to produce a straight or plane surface.
The ability of a machining operation to produce a work piece with a specific surface roughness is determined by a number of factors ranging from the machine operation parameters to the mechanical properties of the work piece. For example, the final surface produced in end mill cutting depends on the speed of rotation of the end mill cutter, the feed rate, the traverse velocity, the mechanical properties of the work piece and amount and type of lubricant being used at the cutting point.
A small variation of any of these factors can result in a significant change on the surface produced. The arithmetic average of surface roughness (Ra) is the arithmetic average deviation of the peaks and valleys on the surface, expressed in micro meters.
Milling is the main machining operation that determines the surface produced from a work piece. It involves slowly feeding a work piece through a rotating cutting tool with a single or multiple edges to generate a straight surface. The work piece is fed in a motion perpendicular to the axis of rotation of the cutting tool. The equipment used in milling include a milling machine and sharp milling cutters. It is one of the most widely used machining operations in manufacturing because of its versatility in producing a variety of shapes at high rates.
The surface roughness instrument is used to determine the surface roughness of a test specimen. Most standard test instruments are the stylus type. The stylus is traversed across the surface of the test specimen to follow the surface topography and displays the profile of the surface as an average roughness value. Where the stylus cannot be used, instruments that utilize optical techniques to assess surface roughness based on reflectance, light diffusion or scatter, and laser technology are employed.
Purpose
The main aim of this lab activity was to study the effects of changing parameters on the resultant surface roughness, specifically the feed rate.
Equipment and Materials
The equipment and materials that were used in this lab activity include:
-Vertical milling machine, sharp face milling cutters, surface roughness instrument, surface roughness comparator and safety equipment.
-Aluminium alloy block with dimensions approximately 50X50X20 mm
Procedure
A cutting speed of 91.10 m/min was chosen for the milling machine on the basis of the spindle speeds available. Two values of feed rate were chosen; 27mm/min for the lower value and 771mm/min for the higher value. The following operations were then carried out on the aluminium alloy blocks at a cutting depth of about 2mm:
Face one of the block was machined at low cutting speed of 91.10m/min and low feed rate of 27mm/min. Then face two of the same block was machined at the low cutting speed and with a high feed rate of 771 mm/min. The roughness measurement machine was then used to measure the surface roughness of the machined surfaces.
Results and Discussion
The tables below show the results of the surface roughness that were obtained after the above operations were performed on the aluminium alloy work piece at low feed rate and at high feed rate respectively.
Table 1: Low cutting speed, low feed rate:
Surface roughness(Ra)m Ra1 Ra2 Ra3 Average
0.164 0.137 0.125 0.142
Feed rate (fr)=27mm/min
Cutting speed, vlow= 91.10m/min
Table 2: Low cutting speed, high feed rate:
Surface roughness(Ra)m Ra1 Ra2 Ra3 Average
0.263 0.327 0.125 0.241
fr=771mm/min
Cutting speed, vlow = 91.10m/min
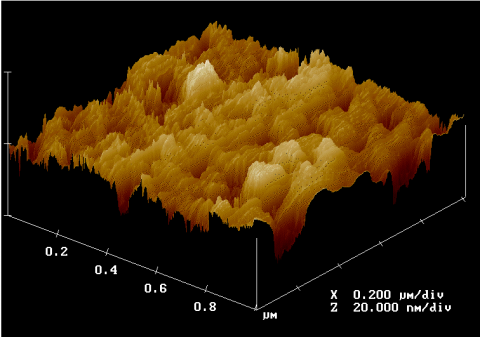
The cutting speed and feed rate are two distinct velocities that have a combined effect on the machining process and the resultant surface roughness. The cutting speed is the relative speed between the surface of the work piece and the cutting tool, measured in meters per minute. On the other hand, the feed rate is the relative velocity at which the cutting tool advances along the work piece, measured in mm/min. As observed from the graph in figure 1 above, feed rate has an influence on the surface roughness of the resultant material. As the feed rate increases, surface roughness increases. A similar trend is observed in figure 2, but the graph has a steeper slope.
From the equation (1) that relates the spindle speed, the cutting speed and the cutter diameter;
= …………………………………… Eq.1
Where:
= spindle speed in rev/min
= cutting speed (m/min)
= cutter diameter in mm
We can obtain the spindle speed (N):
= = 579.96 rev/min 580 rev/min
Using the equation (2) that relates the spindle speed, the feed rate, the cheap load and the number of teeth on the cutter;
= N …………………………………… Eq.2
Where:
= feed rate (mm/min)
N = spindle speed (rev/min)
= number of teeth on the cutter
= chip load per tooth (mm/tooth)
We can obtain the chip load by rearranging the equation above to obtain equation (3) below:
= …………………………………..Eq.3
For part one, where,
Chip load ( = = 0.0078mm/tooth
For part two, where,
Chip load ( = = 0.2216mm/tooth
The analytical equation relating surface roughness and cheap load that can help in prediction of the surface roughness (Ra) here is;
………………………………….Eq.4
Where:
= surface roughness (micro meter)
= chip load
= radius of the tool tip (mm)
For part one, where and 0.0078mm/tooth;
= 7.8 micro meter
For part two, where and 0.2216mm/tooth;
= 6.3 micro meter
Surface texture is defined by four main features: flaws, lay, waviness and roughness. All the surfaces have surface roughness of different values, meaning that the surface topography is not completely straight and smooth. There is also a pattern resulting from the machining operation carried out on the work piece. All these geometric features describe the texture of the machined surface.
The surface produced by lower cutting speed and lower feed rate is smoother than the surface produced by a higher feed rate. Such a surface reveals a smoother texture than its counterpart work piece machined at a higher feed rate. Smooth surfaces with lower roughness value find industrial applications where aesthetics, safety and wear are to be considered. Rough surfaces find applications in friction, assembly of parts etc.
Read more about different material technical reports i.e concrete
Conclusion
The purpose of this lab was to study how different machining parameters affect the final surface produced. The aluminium alloy blocks have different values of surface roughness depending on the value of parameters applied. The face that was machined at a lower cutting speed and lower feed rate produced a lower value of surface roughness than that obtained when the feed rate was increased. This implies that at a constant spindle speed, a smoother surface is produced when a smaller feed rate value is used, than when a larger value of feed rate is used.
The plot of feed rate against surface roughness in figure 1 indicates that the surface roughness increases as the feed rate increases. Similarly, figure 2 indicates that surface roughness increases when the cutting speed is increased. These observations are in agreement with the fact that feed rate and cutting speed are the most vital parameters that affect surface roughness, and have to be considered if a specific surface finish is desired.
Reference
Groover, M. P. (2004). Fundamentals of Modern Manufacturing. New York: John Wiley & Sons.
Browse More Essay Topics 24/7/365 Support 11+ Yrs in Essay Writing Pay for Quality not Quantity Score that A+ Grade